Много, очень много полезной информации о покраске и красках, а
также о технологиях полирования, шлифования и, конечно же, контроль
качества, как лакокрасочных материалов, так и результатов покраски.
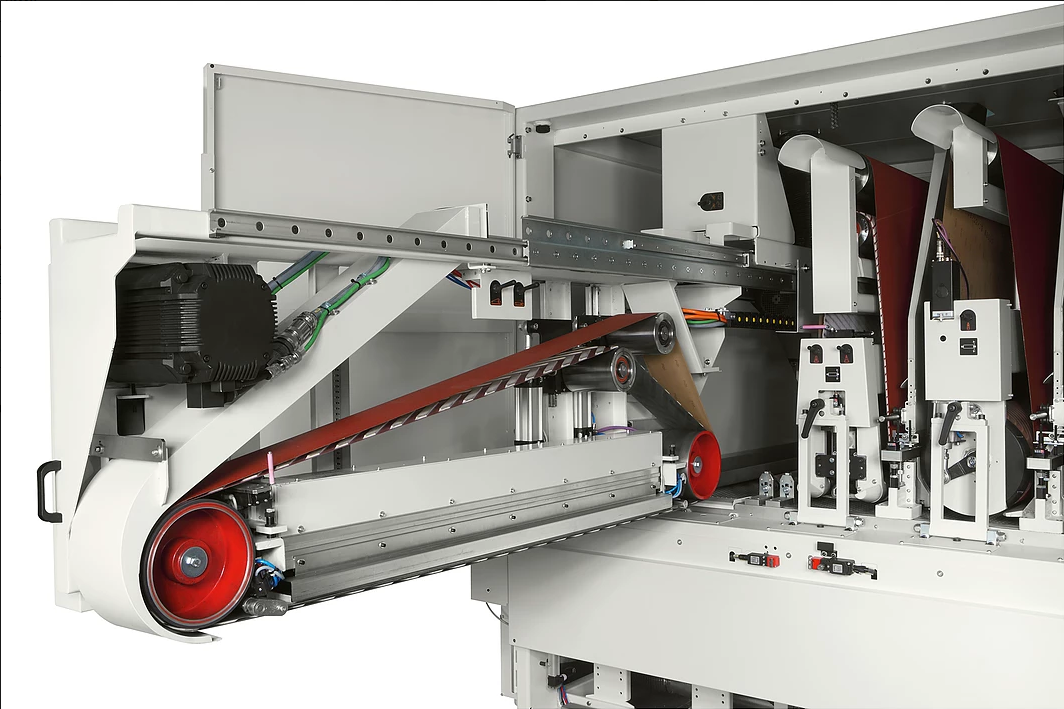
Первая операция, калибровочная шлифовка, устраняет все метки, которые остались после режущих лезвий, все следы от вибрации инструментов, оставшиеся на древесине, все излишки клея и так далее.
Рис. 1. Узлы автоматического калибровально
шлифовального станка System t5 1350
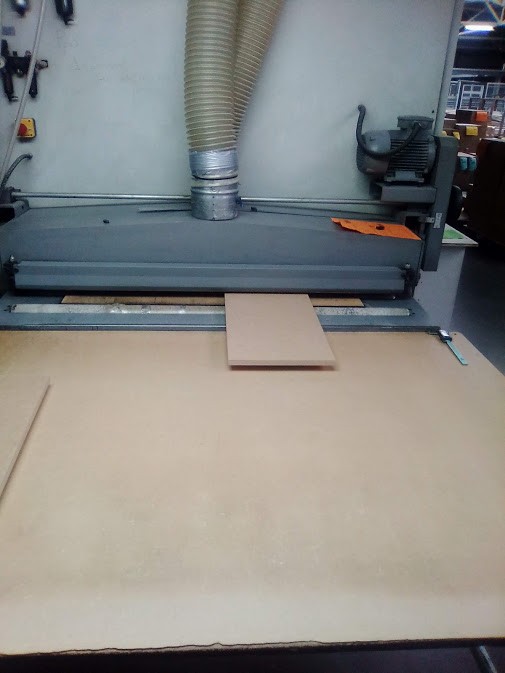
Во время этой операции также удаляется некоторый слой древесины,
после чего изделие приобретает свои окончательные размеры. Для этих
целей обычно используют абразивы из оксида алюминия зернистостью Р60
или Р80.
Рис. 2. Калибровочное шлифование
Смотрите видео об отличии калибрования от шлифования
Видео. 1. Чем калибрование отличается
от шлифования (True Factory)
После операции удаления неровностей на поверхности появляются следы от абразивной бумаги, поскольку крупные зёрна оставляют на древесине бороздки, часто видимые даже невооружённым глазом.
Поэтому перед окрашиванием изделия его необходимо ещё раз прошлифовать с использованием абразивных материалов с более мелкими зёрнами.
Таким образом, все бороздки удаляют, срезая микроскопические неровности древесины абразивными зёрнами меньшего размера.
Чем лучше выполнено чистовое шлифование, тем более красивая поверхность древесины.
Правила шлифования дерева с
использованием калибровочно шлифовального станка
Шлифование поверхности выполняют с помощью последовательного двукратного использования шкурок различной зернистости:
сначала шлифовку проводят материалом с зернистостью на одну-две ступени меньшей, чем та, которая использовалась при удалении неровностей поверхности
затем применяется шкурка с ещё более мелким абразивом.
Например, для калибровочной шлифовки использовалась шкурка с зернистостью 70-80, далее применялись абразивы с зерном 120 для предварительного сглаживания поверхности и с зерном 150 - для окончательного.
Какие
абразивы использовать для получения гладкой поверхности при
шлифовании твёрдых не смолистых пород?
На твёрдых не смолистых породах древесины для получения более гладкой поверхности можно использовать абразивы с более мелким зерном:
80-100 - для удаления неровностей
150 для предварительного сглаживания
180 для окончательного выравнивания поверхности.
В обоих случаях при предварительном сглаживании поверхности удаляются бороздки, оставшиеся после операции удаления неровностей, а при окончательном сглаживании удаляются последние самые мелкие следы. Для этих целей также обычно используются абразивы из оксида алюминия.
Какие
абразивы использовать для получения гладкой поверхности при
шлифовании мягких пород?
Для финишной шлифовки мягких пород древесины, склонных забивать шлифовальную бумагу, используются абразивы зернистостью 120-150, а для твёрдых пород (дуба, каштана и так далее) - зернистостью 150-180.
При шлифовке сосны следует применять разреженную насыпку с самого крупного зерна до Р150-180 (например, шкурки Avomax Plus, Mirka).
Рис. 3. Шлифовальная лента Avomax Mirca
для шлифования мягкой древесины
Если после шлифовки древесины проходит много времени до нанесения ЛКМ, то повышается вероятность возникновения дефектов, связанных с выходом экстрактивных веществ из древесины на поверхность.
Следите за сроками после
шлифования до нанесения лакокрасочных материалов
Желательные ограничения срока от шлифовки до нанесения ЛКМ при отделке различных пород древесины:
сосна - не более 24 часов
дуб и ясень - не более 4 часов
тик - 1 час.
Правила
при шлифовании древесины на ленточных станках:
предварительную стадию шлифовки лучше проводить узкой лентой, перпендикулярно волокнам, в направлении плавного перехода от поздней древесины к ранней в годовых кольцах - при этом структура древесины в наименьшей степени разрушается
последующая стадия окончательной шлифовки даёт лучший результат при движении ленты вдоль волокон и вдоль направления движения конвейера, эту стадию можно проводить на широколенточных агрегатах. Такая последовательность обеспечивает хорошее качество и экономное расходование шлифовальных лент.
Как шлифуют МДФ на калибровочно шлифовальных станках
Шлифование МДФ на
калибровочно шлифовальных станках производится обычно только с целью
повышения адгезии поверхности к ЛКМ
поэтому зернистость материала в этом случае может быть невысокой, Р180 как правило, достаточно.
Шлифование МДФ необходимо производить очень тщательно - до полной матовости поверхности.
МДФ содержит, как правило, минеральные включения, поэтому наиболее подходят для его шлифовки материалы с зёрнами из карбида кремния (например, SiCa Closed, Mirka).
Рис. 4. Шлифовальная лента с закрытой
насыпкой Sica Closed (Mirca)
Необходимо отметить, что правильная подготовка поверхности перед окрашиванием, а также грамотный выбор абразивных материалов позволяют значительно сократить трудности, возникающие при отделке, снизить расход материалов и улучшить внешний вид отделочного покрытия.
Основные узлы калибровочно шлифовального станка
Калибровально-шлифовальный барабан
В барабанных шлифовальных или калибровальных узлах основной рабочий
элемент это ролик разного диаметра, который может быть стальным или
со специальным резиновым покрытием различной твердости.
Рис. 5. Калибровально-шлифовальный барабан
Недостатки
стальных роликов в шлифовальных и калибровальных станках
Стальные ролики в современных станках применяются редко, потому что
возможны такие недостатки:
повреждение шлифованной поверхности
проскальзывание шлифовальной ленты
перегрев ролика.
Поэтому, в современных станках основной элемент - это обрезиненный стальной ролик, различного диаметра и степени твердости.
Правила подбора обрезиненного
ролика
Основные правила подбора параметров ролика для качественного шлифования:
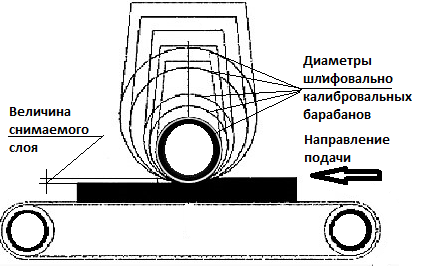
чем меньше диаметр ролика, тем больше величина съема на калибруемом материале
чем больше диаметр ролика, тем лучше качество шлифуемой поверхности.
Рис. 6. Съём материала в зависимости от
диаметра шлифовально-калибровального барабана
Чем
оборудован узел шлифовального барабана?
Узел шлифовального барабана оборудован:
устройством корректировки положения ленты
устройством натяжения ленты
системой очистки ленты обдувом сжатым воздухом
системой аспирации.
Шлифовальный узел с утюжком
Что
такое шлифовальный утюжок?
Прижимной утюжок - это композиционная конструкцию, которое
состоит из следующих слоёв:
стальную основа утюжка
подложку в виде войлока, шерсти, латекса или полиуретана
графит для обеспечения скольжения абразивной между утюжком и шлифуемой поверхностью.
Рис. 7. Узел с прижимным утюжком
Какие
бывают ширины утюжков и для чего они применяются?
шириной 40 мм для шлифования деталей из массивной древесины
шириной 80 мм для шлифования деталей как из массивной древесины,
так плитного материала
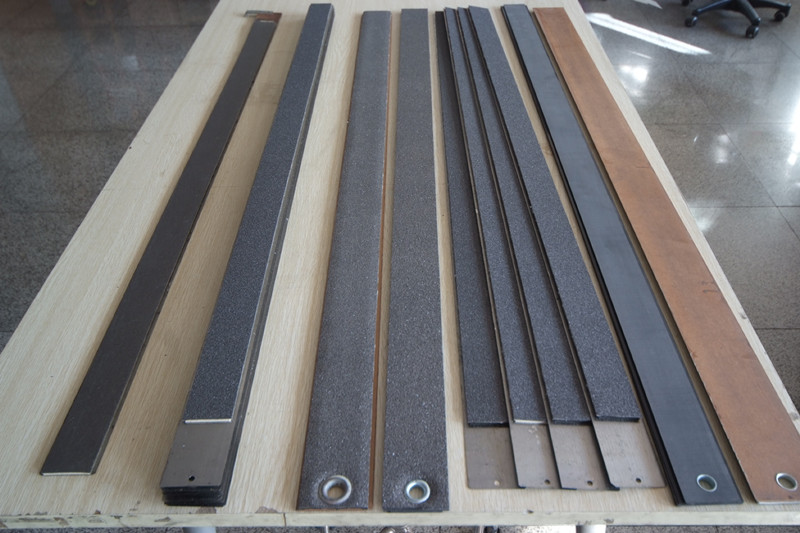
шириной 120 мм для тонкого шлифования
шириной 150 и 200 мм для полирования или промежуточной шлифовки лакокрасочных поверхностей.
Рис. 8. Прижимные утюжки разной ширины
Подложка в виде войлока используется как демпфер и может иметь разную плотность, в зависимости от применения шлифовального утюжка.
Например, войлок высокой плотности 45 грамм/см. кв. применяются для шлифования массива, полужесткий 30 грамм/см.
кв. для шлифовки фанерованных поверхностей, шпона. Мягкий для лакированных или окрашенных изделий, шлифовки грунта.
Когда
используется шлифовальный узел с утюжком?
Шлифовальный узел с утюжком, используется как чистовой, второй, третий или четвертый узел, после предварительного калибрования и шлифования детали на первых узлах
или, как первый вал в шлифовально-полировальных станках.
 МЕНЮ
МЕНЮ