|
|
Виды клеевых узлов кромкооблицовочных станков
Я думаю не секрет, что уровень оснащения кромкооблицовочного
станка влияет на качество приклеивания кромки. Главный блок такого
станка - это клеевой узел. Если кромка плохо приклеена, то уже
неважно как она скруглена или подрезана.
 Виды клеевых узлов:
Виды клеевых узлов:
|
Клеевая ванна с нижним расположением - это устаревший вариант, но
в то же время простой в обслуживании и часто встречающийся.
Минусы нижнего расположения клеевой
ванны:
- при добавлении клея в клеянку можно случайно
добавить мусор, который потом может
оказаться под кромкой
- в самой ванне клей должен
присутствовать на треть её высоты, чтобы архимедов винт мог зачерпнуть расплав и поднять его к клеевому валику
- чтобы клей расплав был нужной вязкости,
необходимо в нижней ванне поддерживать высокую рабочую температуру,
что ведет к перегоранию клея.
|
При таком расположении клеевой ванны клей расплав можно держать
при немного меньшей температуре, не надо опасаться, что клей не
поднимется. Но оператору нужно вовремя закрывать заслонки, чтобы
клей не стёк вниз.
Клеевые ванные могут быть съемными и несъемными, а их объем
варьировать от 0,5 до 4 литров.
 |
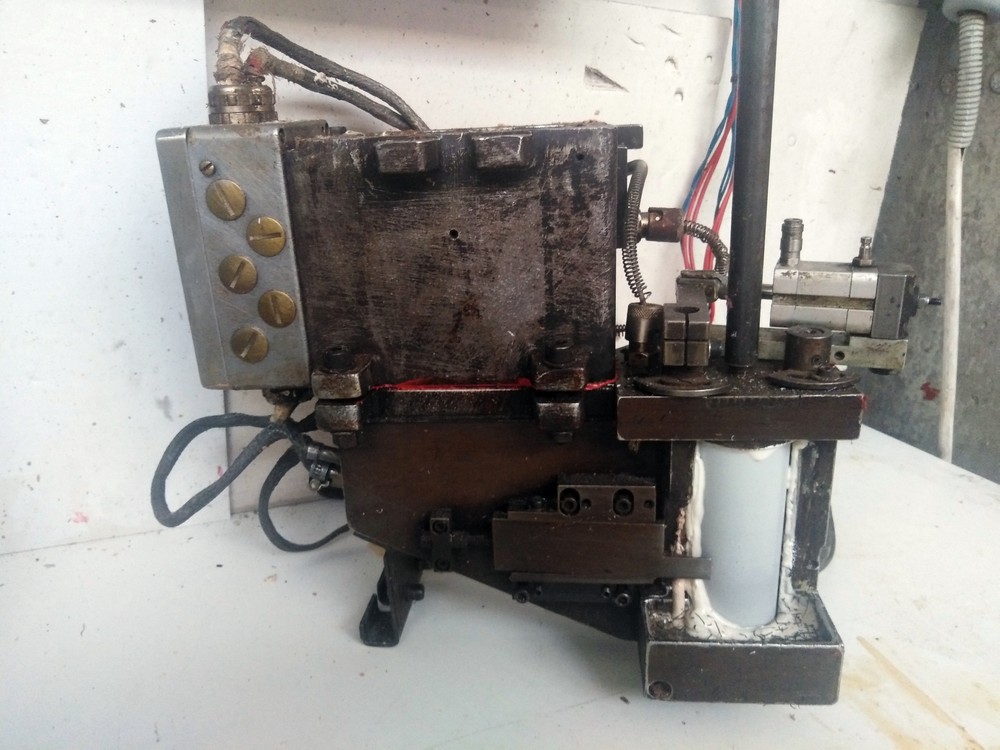
| Рис. 1-2. Кромкооблицовочный станок
Optimat Kal с верхним
расположением клеевой ванны |
 Классический кромкооблицовочный станок,
какой он?
Классический кромкооблицовочный станок,
какой он?
Да, есть своя классика в кромкооблицовочных станках, и это
станки с несъемными клеянками в нижнем положении.
Несмотря на свою технологическую отсталость, эти станки
достаточно популярные, но тяжело обслуживаемые.
Для того,
чтобы почистить несъёмную ванну, её нужно демонтировать,
почистить и вернуть обратно. Конечно, нет никакой речи о
том, чтобы быстро перейти с одного клея на другой.
|
Какой кромкооблицовочный станок можно
считать технологичным?
Прежде всего, это станок с быстросъемной клеевой ванной с
верхним расположением, откуда клей стекает на клеенаносящий
ролик.
Такую клеянку можно снять в течении минуты, а на
станке есть программа очистки от ПУР клея, после запуска
которой можно слить клей с очистителем в емкость для сбора.
 |
| Рис. 3. Быстросъемная клеевая ванна |
|
Как оказывается, клеевая ванна не единственный вид клеевого узла.
На станках Holz-Her он в виде шприца, куда закладываются клеевые цилиндры
или картриджи.
 |
| Рис. 4. Клей расплав в картриджах для
кромкооблицовочных станков HolzHer |
Картридж плавится только с торца, а жидкий клей наносится на торец детали через дюзу.
Так как не нужно разогревать большой объем клея, как в клеевой
ванне, то станок готов к работе через минуты после включения.
Переход с одного вида клея на другой простой, достаточно менять
картриджи с разными видами клеев расплавов, но нужно проверять
состояние дюзы, потому что, если она засорится, то в клеевом шве
будут пропуски.
Название системы бесклеевой условное, потому что работа ведётся
со специальной кромкой, на которую заранее нанесен тонкий слой полиолефинового
клея.
Этот слой разогревают лазерным лучом. Зона нагрева очень невелика и находится в нескольких сантиметрах от прижимного валика.
Разогретый участок практически моментально прикатывается к торцу детали.
Клеевой шов получается "нулевым", кромка сливается с пластью детали,
вместе они выглядят как единое целое.
Какое должно быть дополнительное оборудование на кромкооблицовочном станке, чтобы работать с ПУР клеем расплавом?
Для работы с полиуретаном станок для нанесения кромки должен
быть оснащён дополнительными функциями и агрегатами:
- узлы распыления разделительной (антиадгезионной)
и очистительной жидкостей. Первая жидкость создает
защитную масляную пленку на верхней и нижней пластях,
перед прифуговкой, защищает деталь от клея
на пластях и последующего оседания на них
пыли. Вторая смывает защитную пленку,
полученную смесь стирает полировальный тканевый
диск
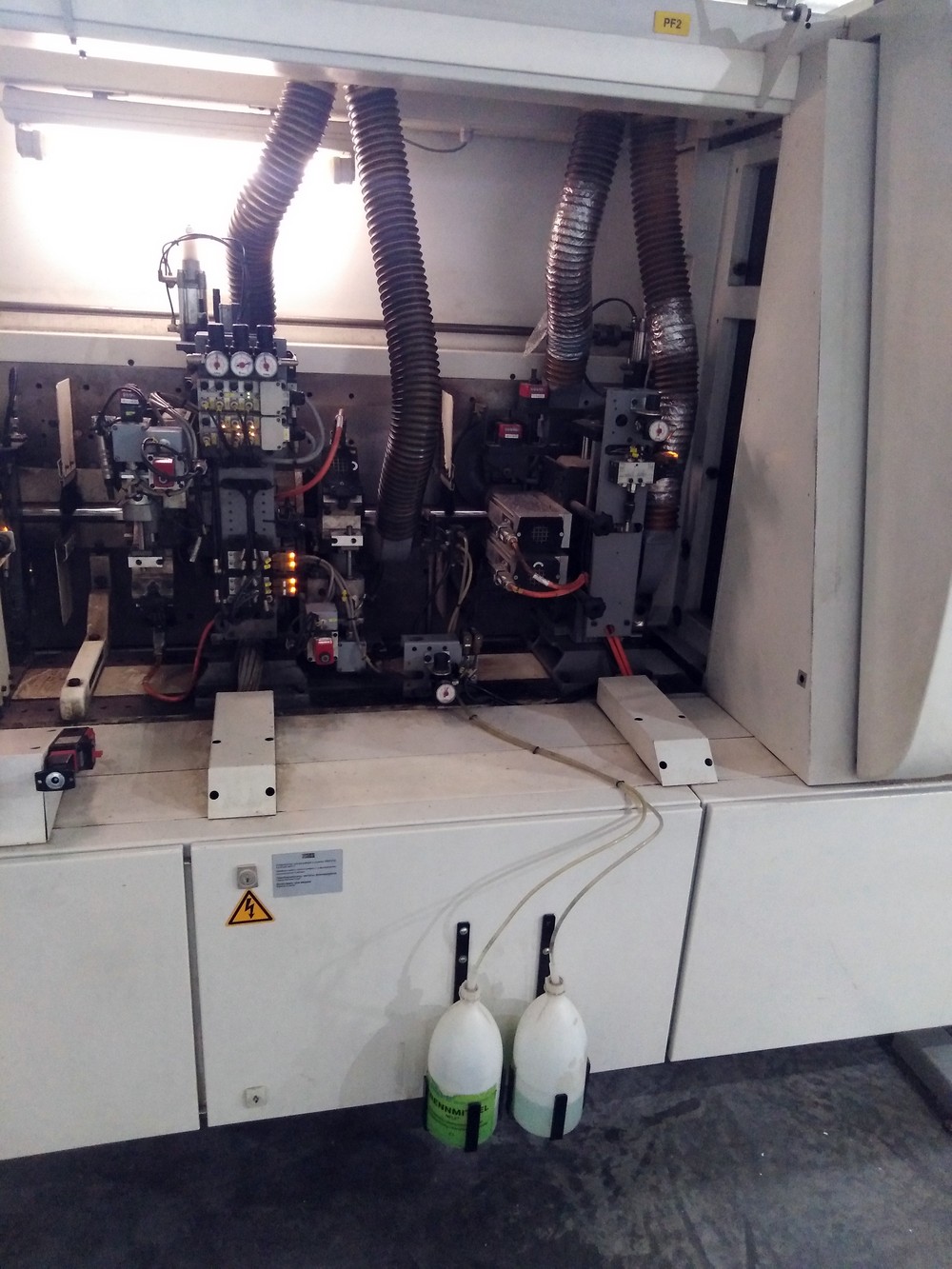 |
| Рис. 5. Зеленого цвета жидкость в
бутылках - это разделительная жидкость, которая подается
через форсунки на пласти детали |
- быстросъемной клеевой ванной с
возможностью оперативной очистки
- плоской циклей
- специальным клеенаносящим роликом
с меньшим размером насечек, потому что
полиуретановый клей наносится более тонким
слоем, чем ЭВА
- герметичный плавитель, в которой загружают полиуретановый клей.
Он подплавляется и стекает вниз, оттуда его забирает насос и по специальному подогреваемому шлангу подливает в клеянку станка. Датчик следит за уровнем клея в ванне и вовремя
добавляет свежий. Преимущество плавителя
в том, что ПУР в нем не контактирует с
воздухом и не полимеризуется
 |
| Рис. 6. Плавитель клея на
кромкооблицовочном станке IMA |
- станция сервисного обслуживания с
разъемами для электрокабелей клеевых ванн, в
который помещают съемную клеянку, подключают
все разъемы и эмулируют работу станка. То
есть, клеянка может вращать вал и
поддерживать температуру клея или проводить
процедуру очистки, а станок в это время уже
работает с другой ванной. Всё это позволяет
экономить время
 |
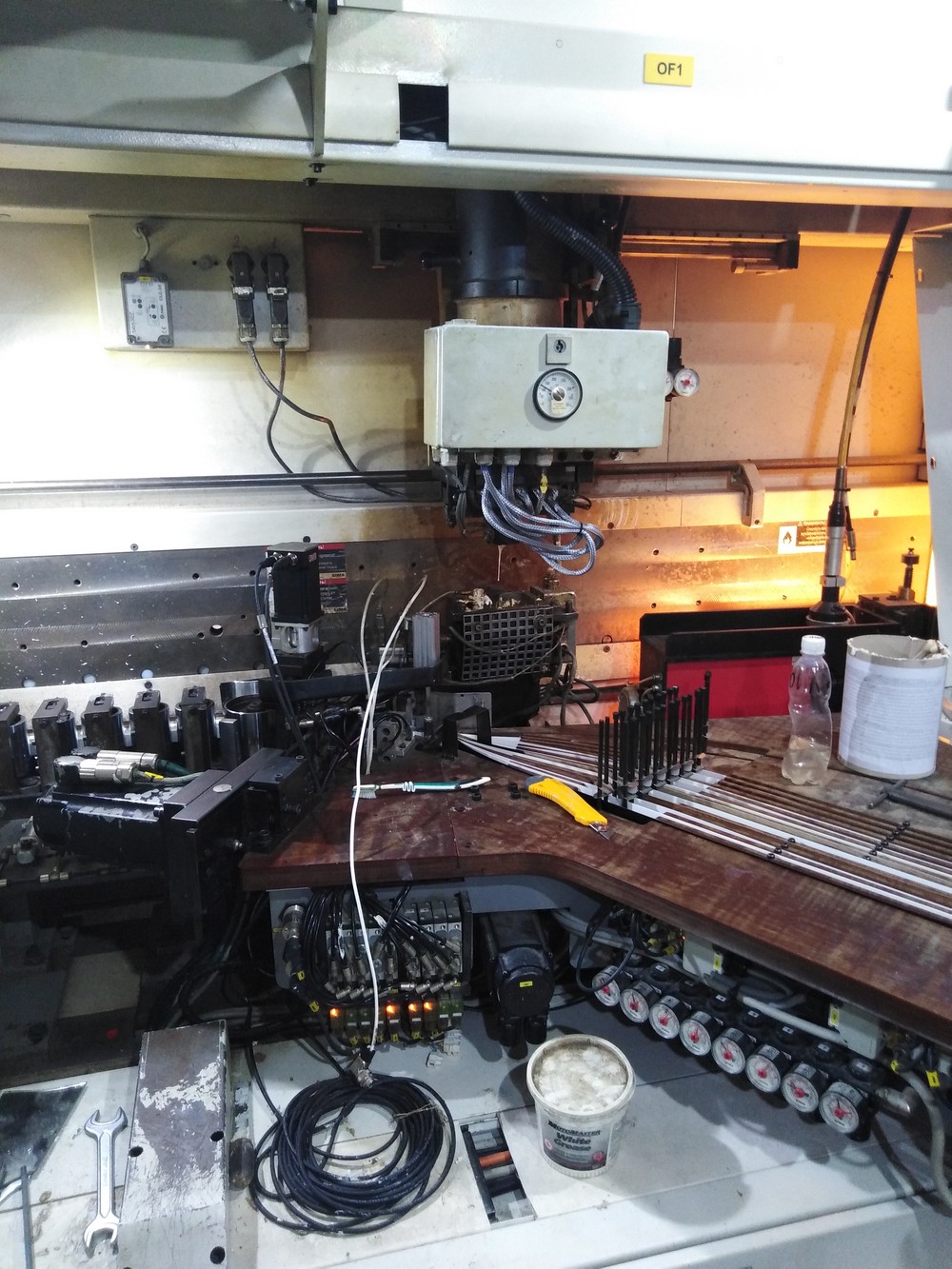
| Рис. 7. Станция сервисного
обслуживания |
- правильно подобранная система аспирации,
которая должна хорошо удаляет пыль от
фуговального агрегата, которая может
попадать в клей-расплав, увеличивая его
наполнение и образовывая нагар. Также
эффективно должна удаляться срезанная
пластиковая кромка в виде стружки и опилок,
которая электризуется и прилипает к узлам
станка.
|
Как настраивать клеевой узел кромкооблицовочного станка
Рабочая температура клея
Настройка станка на работу с клеем сводится к выставлению температурного режима и количества клея на вальце при определенной скорости подачи.
Если выставить низкую температуру клея, то он станет слишком
вязким, будет не успевать обновляться на клеенаносящем ролике, и при
определенной скорости подачи будут пропуски в клеевом шве. Если же
есть некий баланс между вязкостью и скоростью, то при работе на
температурах ниже на 25°С, относительно рекомендуемых, будет толстый
клеевой шов и повышенный расход клея.
При высоких рабочих температурах химические связи в клее
"пережигаются", клей теряет свои свойства, если он не расходуется.
Настройка клеенаносящего ролика
Клеенаносящий ролик должен лишь слегка касаться детали, но не давить на нее.
Если он будет торчать на миллиметр, то облицовываемая деталь будет
его отталкивать, потому что он подпружинен, и с промежутком в 5 см
будут пропуски клея длиной около 2 см.
В противном случае, если клеенаносящий ролик не достигает детали, а вы
при этом наносите ненаполненный клей, ещё и тонким слоем, то клея на
торце детали просто не будет.
Какие ошибки совершают операторы при
кромкооблицовке?
- оптимальная температура цеха при
облицовке кромкой должна быть 15–25°С. При
температуре ниже 11°С возможно выпадение
росы или паровой удар, приклеивание кромки
вообще не произойдет
- плиты и кромки перед обработкой должны
отлежаться в цеху, чтобы принять температуру
окружающей среды
- при длительных перерывах в работе надо
снижать температуру в клеевой ванне на
30–40°С (на
современных станках это происходит
автоматически):
- при использовании
клея ЭВА,
если долго держать рабочую температуру,
например, 200°С и выше, но полсмены не
приступать к работе, то в клее будут
разрушаться химические связи, он будет
перегорать и менять цвет, как итог, его
клеящие свойства будут снижаться. Кроме
того, на клеенаносящем оборудовании будет
образовываться нагар, который
затруднит подъем клея по клеенаносящему
ролику
- для ПУР
клея аналогичная ситуация может
активировать нежелательную аллофанатную
реакцию, во время которой клей начинает
реагировать не только с влагой воздуха, но и
сам с собой, перегорает и набирает
вязкость
- несвоевременное проведение регламентных
работ по очистке и обслуживанию
- использование металлической щетки при
механической очистке клеевого агрегата,
например, после слива очистителя. Для этих
целей надо использовать деревянные палочки
или обрезки МДФ, что не повредить защитное
покрытие на клеенаносящем ролике и клеевой
ванне, которое, как на сковородке,
образовалось со временем. Если его нарушить,
то клей в этом месте буде пригорать.
|
|
 МЕНЮ
МЕНЮ