|
|
Много, очень много полезной информации о покраске и красках, а
также о технологиях полирования, шлифования и, конечно же, контроль
качества, как лакокрасочных материалов, так и результатов покраски. |
|---|
 МЕНЮ
МЕНЮ
Калибровально шлифовальный станок и дефекты шлифования при использовании широких шлифовальных лент
Рассмотрим основные нюансы шлифования в промышленных объемах с пользованием калибровально шлифовального станка. Подобные станки есть не только на крупных мебельных предприятиях, но и на небольших деревообрабатывающих фабриках, где производят мебельные щиты, детали мебели и лестниц. Довелось встретить подобный станок с одной широкой шлифовальной лентой, причём очень древний, на нём читались надписи на немецком языке, надеюсь он не был трофейным. Станок был небольшой и использовался, скорей всего, как широкий рейсмус. Был калибровально шлифовальный станок и на предприятии, где я работал в начале 2000-ых, управление у него было механическое и настройка его была похожа на какое-то шаманство. Когда станок запускали в работу, то это напоминало шум взлетающего самолета. Шлифовальные ленты на нём часто лопались с пугающим звуком. Опыт показал, что это происходило по причине того, что просто не хватало знаний об этом оборудовании как работникам, так и наладчикам.
В этой статье мы собрали информацию о настройках калибровально шлифовальных станков, а также о дефектах шлифования. Всё это пополнит базу знаний как технологов, так и персонала, который непосредственно работает на оборудовании. В конце статьи добавим отзыв посетителя сайта с информацией с действующего предприятия, а также новое в применении калибровально шлифовальных станков - создание различных эффектов обработки на деталях.
Если не правильно подобрана зернистость шлифовальных лент и глубина шлифовки, то шлифовальные ленты будут вырабатываться не одновременно, и периодически, в процессе работы придется менять какую-нибудь ленту, что приведет к простою станка и уменьшению ресурса лент.
Как продлить срок службы шлифовальных лент?Длительный срок службы шлифовальных лент достигается за счет
регулярного контроля технического состояния оборудования для
шлифования и правильной эксплуатации.
Какой срок службы у шлифовальной ленты?Даже если лента у вас в один прекрасный день не лопнула и продолжает работать, не забываем, что лента имеет срок службы. Через определенное время абразив ленты настолько забивается, что возможно образование геометрических дефектов на поверхности шлифуемых деталей. Если продолжить работать на такой ленте дальше, то возможно возникновение прижогов на шлифуемом материале из-за возрастающего трения, возникающего по той причине, что чем более забита абразивная поверхность ленты, тем большего давления требуется для снятия материала. Подводим итог - шлифовальные качества ленты снижаются по мере забиваемости зерна в процессе эксплуатации.
Как регулировать калибровально шлифовальный станок
Чтобы шлифование было оптимальным и экономичным, необходимо, удалять строго определенное количество материала на определенном этапе шлифования. Для этого необходимо правильно выбрать тип ленты, градацию зерна, установить корректные регулировки станка.
На основании ответов подбирайте правильно ленту и определяйте настройки станка. Правильная регулировка оборудования позволит вам добиться максимального срока службы шлифовальных лент и значительно снизить частоту остановок процесса для смены лент. Для подбора оптимального сочетания материалов и настроек, очень часто, необходимо провести многочисленные тесты, что называется методом проб и ошибок. Как подобрать градации зерна для шлифовальной лентыПри подборе градаций зерна необходимо подбирать шлифовальные ленты отстоящие друг от друга на один шаг по зернистости. Например, набор лент для станка с тремя шлифовальными станциями в следующей последовательности Р80 – Р120 – Р180 будет нормально работать, в то время как набор Р60 – Р120 – Р220 приведет к проблемам с качеством поверхности МДФ и дерева после шлифования, а также со сроком службы лент. Таблица 1 Рекомендуемые градации зерна для различных шлифовальных операций
Рекомендуемые глубины шлифовкиПри работе на калибровально шлифовальных станках (при скорости шлифовальной ленты 18 м/сек, нагрузке 0,625 кг/см2 и скорости подачи заготовки 5-7 м/мин) рекомендуемая максимальная глубина шлифовки материала:
Например, на трёх ленточных калибровально шлифовальных станках при шлифовке массива рекомендуется на первом контактном валу установить шлифовальную шкурку Р40-60, на втором валу с прижимной подошвой шлифовальную шкурку Р80-100, на третьем валу с прижимной подошвой шлиф шкурку Р120-400. Как подобрать скорость вращения шлифовальной лентыОбщеизвестно, что чем больше скорость вращения ленты, тем больше вы будете удалять материла при шлифовании. Кроме того, чем выше скорость ленты, тем выше температура трения и быстрее забивается абразив, в результате, срок службы ленты сокращается. Для разных типов материала требуется разная скорость шлифования. Таблица 2 Скорость шлифования различных материалов
Сколько снимать материала по станциям калибровально шлифовального станка?
Процентное соотношение снимаемого материала на шлифовальном станке с тремя станциями
Процентное соотношение снимаемого материала на шлифовальном станке с двумя станциями
Как проверить правильность настройки шлифовального станка?
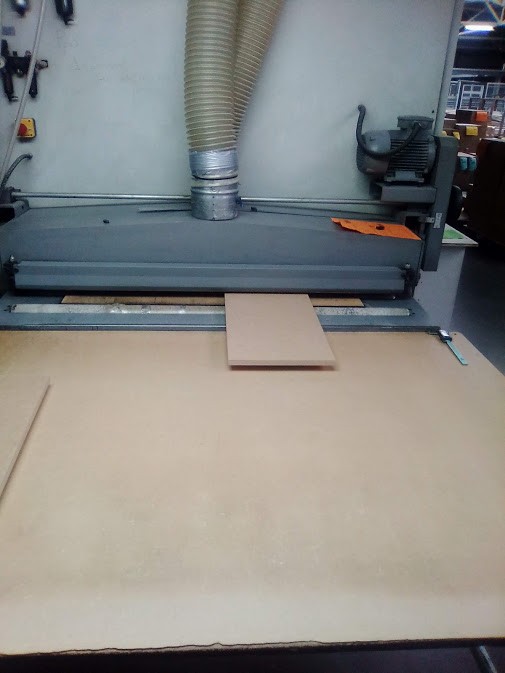
Типичные ошибки при использовании широких шлифовальных лент в калибровально шлифовальных станкахДефекты поверхности после шлифования выявляются при осмотре шлифованных деталей невооруженным глазом или при контроле поверхности с использованием специальных источников света и нанесения на поверхность краски или мела с помощью контрольных плиток. Обзор дефектов шлифования от Иоганн Остманн "Фабрика Мебели".
Поперечная рябь при шлифованииРябь представляет собой сеть полосок, расположенных поперек направления подачи.
Затем устанавливают вид нарушения, сравнивая величины интервалов с полученными путем расчетов теоретическими величинами дефектов. Дефекты от действия некруглых опорных роликов чередуются через расстояние, равное длине окружности этих роликов. Также эта величина может быть определена путем деления скорости подачи на число оборотов подающих роликов. Дефекты, вызываемые неправильно сделанными швами шлифовальной ленты, чередуются через расстояние, которое пропорционально длине шлифовальной ленты и скорости подачи и обратно пропорционально скорости шлифовальной ленты и числу швов (стыков) на ней.
Длинные полосы на поверхности детали, расположенных по направлению подачиПричины появления длинных полос разнообразны и могут подразделяться на:
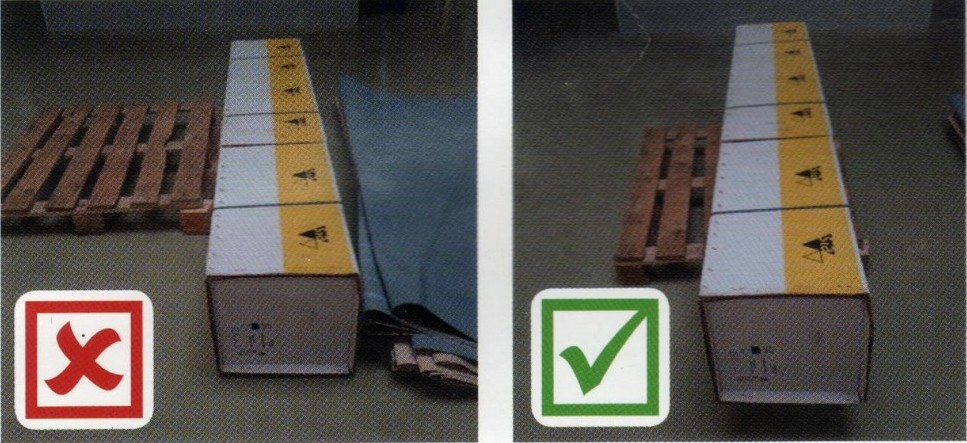
Продольные полосы обусловленные материалом обрабатываемой деталиНеправильная загрузка шлифовального станкаПримером обусловленных обрабатываемыми деталями продольных полос могут быть те, которые возникают при неправильной загрузке шлифовального станка. Если детали достаточно длительное время загружаются в одном и том же месте стола по ширине, то на шлифовальной ленте может возникать местная выработка абразивного зерна. При следующем использовании станка с этой лентой для обработки более широких деталей на них могут появляться продольные полосы. Для предотвращения такого дефекта достаточно просто обеспечить равномерную загрузку деталей, особенно узких, по всей ширине рабочего стола.
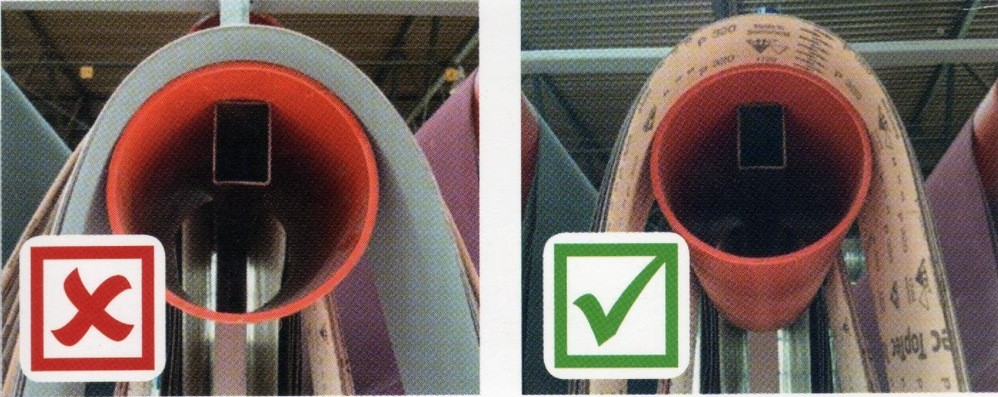
Остатки клея на поверхностиЕще одной причиной появления обусловленных материалом длинных полос часто являются остатки клея на поверхности, особенно часто остатки клея-расплава в районе кромок облицованных мебельных деталей. Сильная засмоленность участков хвойной массивной древесиныПримерно такие же полосы могут возникать при сильной засмоленности участков хвойной массивной древесины. Вообще смолистые древесные породы часто провоцируют налипание шлифовальной пыли на поверхность абразивного материала, вызывая его засаливание, нередко в виде полос на шлифовальной ленте. Предупреждать возникновение таких дефектов можно только возможно более тщательным предварительным удалением с поверхности деталей следов клея и смолы, в том числе использованием первичного агрегата с поперечной узкой шлифовальной лентой. Также в этих случаях может быть полезным использование антистатического оборудования. Тем не менее, гарантированно возникновение прижогов большой площади на поверхности деталей от действия засаленной шлифовальной шкурки может предотвращаться только своевременной заменой шлифовальных лент. Дефекты оборудованияПоявление обусловленных настройкой оборудования длинных полос предотвращается, как правило, регулярным обслуживанием и контролем элементов станка, особенно прижимного башмака. Поврежденные или изношенные графитовые поверхности прижимного утюжкаСамой частой причиной их возникновения являются поврежденные или изношенные графитовые поверхности прижимного утюжка, иногда называемого прижимной балкой или подушкой. Поэтому эти графитовые поверхности должны регулярно контролироваться.
Повреждение внутренних войлочных слоёв прижимного утюжкаВнутренние слои, изготовленные из толстого войлока, должны иметь однородную плотность: в противном случае от них также могут появляться длинные полосы на деталях. Дефекты на прижимном утюжке, в том числе прожоги войлочного слоя, могут возникать из-за излишнего давления на деталь. В этих зонах возможно затвердевание войлока. Такой войлок подлежит немедленной замене. Дефект шлифования тонкие полоскиТонкими полосками называют возвышенные, в большинстве случаев прерванные, тонкие полосы на поверхности детали в направлении подачи. Они проходят вдоль линии колебания широкой ленты. Причиной их возникновения являются повреждения шлифовальной посыпки минеральными или металлическими включениями, попавшими в детали. Часто это происходит после проведения операций калибрования грубой крупнозернистой шкуркой. Выпавшее из такой шкурки зерно, например Р 40, при попадании под работающую мелкую шкурку Р 180 нанесет ей непоправимые повреждения. В этих случаях шлифовальная лента должна заменяться новой.
Поперечный разрыв лентыПричинами возникновения поперечных разрывов ленты могут быть:
Высокая степень натяжения ленты в сочетании со слишком большими силами прижима утюжка могут способствовать досрочной потере ленты. От применения поврежденных широких лент необходимо категорически отказаться. Разрывы ленты из-за неаккуратности при её установкеНередко при установке ленты из-за неосторожности персонала возникают разрывы кромок полотна. Даже небольшие порывы при работе могут быстро разрастаться и привести к полному разрушению полотна. Поэтому небольшие порывы на кромках должны удаляться с помощью ножа или ножниц. При появлении разрывов длиной более 15 мм шлифовальная лента не должна приниматься в эксплуатацию. Морщинистость на шлифованных деталяхМорщинистость выглядит как характерные риски, проходящие под углом до 20° к направлению движения ленты. Причиной их возникновения является слишком быстрое или резко приостановленное движение осцилляции ленты.
Оптимальная частота осцилляции должна составлять в среднем около 25 колебаний в минуту. Боковой ход ленты должен находиться в пределах 15-20 мм. При этом перемена направления осциллирующего движения ленты должна происходить плавно, без резких толчков. Правильно отлаженный механизм осцилляции сохраняет шлифовальный станок, экономит шлифовальные ленты и сокращает потребление сжатого воздуха. Смещение лентыБоковое смещение ленты либо в сторону мотора, либо в противоположном направлении может вызываться конической склейкой, то есть тем, что противоположные края ленты имеют разную длину. Обмер и сравнение длин кромок на обеих сторонах шлифовальной ленты может дать четкий ответ на вопрос о наличии такого дефекта. Его может обуславливать ненадлежащее хранение лент у пользователя. Не менее часто причиной является сам плохо настроенный шлифовальный станок. Этот дефект может вызывать отключение осциллирующего механизма или неправильную установку центрального промежуточного положения управляющего валика хода ленты. Ошибочность выбора центрального промежуточного положения управляющего валика может проявляться в разных скоростях движений колебания ленты, как это происходит с коническими лентами. Сбой переключения направления колебания в большинстве случаев происходит из-за отказа датчиков, которые должны фиксировать достижение лентой крайнего положения. Обычно для этого используются фотодиоды. При правильном расположении фотодиодов относительно шлифовальной ленты, регулярной чистке и контроле можно гарантировать безотказную работу механизма и предотвратить повреждение ленты. Как хранить широкие шлифовальные ленты
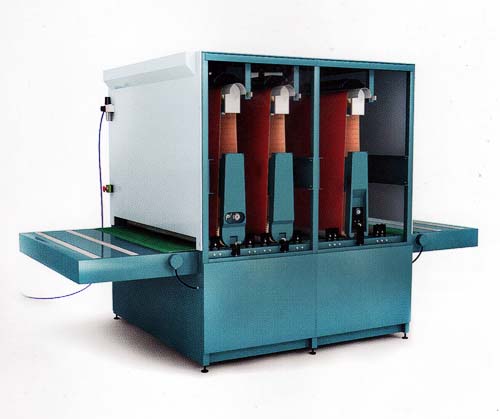
Технологический процесс шлифованияОборудованиестанок шлифовальный Costa Levigatrici 1350 Абразивная лента
Описание технологического процесса шлифованияИсходя из сильных колебаний толщины материала (до 0.8мм) и максимальной интенсивности съема, был выбран вариант шлифования за два прохода, используя два комплекта лент. 1 проход:контактный вал - зернистость Р80, контактный утюжок - зернистость Р120 Получаемая толщина материала на выходе: МДФ16— 15,8, МДФ19— 18.7 мм. Далее материал обрабатывается на обрабатывающих центрах. 2 проход:Контактный вал - зернистость Р150, контактный утюжок - зернистость Р220. Получаемая толщина материала на выходе: МДФ16 - 15.7, МДФ19 - 18.6, МДФ30 — 23,8 мм.
Максимальная интенсивность съемаТаблица 3 Калибрование с помощью контактного вала
Таблица 4 Калибрование с помощью контактного утюжка
Получение эффекта грубо пропиленной поверхности на калибровочно шлифовальных станкахОбещанная новинка - применение калибровально шлифовального станка для создания дополнительных декоративных эффектов. Один из интересных приемов декорирования поверхностей - это текстурирование с получением поперечных рисок, имитирующих царапины, оставляемые зубьями пил при раскрое бревен на пиломатериалы.
На бездефектные поверхности риски могут наноситься намеренно для того, чтобы подчеркнуть натуральность материала, сделать дизайн более брутальным, повысить анти скользящие свойства напольных покрытий. Чаще всего эффект грубого пиления имитируется на доске пола, однако в последнее время данный прием становится все более популярным в мебели рустикального стиля, стеновых панелях.
Узел поперечного шлифованияНанесение царапин с заданным шагом и глубиной возможно на шлифовальном станке, оснащенным узлом поперечного шлифования. В качестве абразива при этом используют узкие шлифовальные ленты грубой зернистости. Агрессивность воздействия также обеспечивается за счет узкой вставки утюжка.
Поперечный узел устанавливается в станке в качестве первого или после калибровочного узла с контактным или фрезерным валом. После нанесения рисок шероховатость может быть несколько сглажена на следующим за поперечным продольным узле с контактным утюжком. Источник: https://www.facebook.com/truefactory/
|