|
|
Много, очень много полезной информации о покраске и красках, а
также о технологиях полирования, шлифования и, конечно же, контроль
качества, как лакокрасочных материалов, так и результатов покраски. |
|---|
 МЕНЮ
МЕНЮ
Краскопульты низкого (HVLP) и пониженного (LVLP) давления
Благодаря особой конструкции распылителя пистолеты систем HVLP и LVLP позволяют существенно снизить потери ЛКМ за счёт уменьшения образования окрасочного тумана. Принцип работы краскопультов низкого (HVLP) и пониженного (LVLP) давления
По внешнему виду пистолеты системы HVLP и LVLP похожи на обычные пистолеты воздушного распыления, однако в воздушной головке происходит понижение давления за счет большего диаметра каналов. Оптимизация подачи воздуха при распылении позволяет получить капельки малого размера и равномерно распределить их внутри факела, несмотря на низкое давление.
За счёт чего происходит снижение потерь материала на туманообразование краскопультов HVLP и LVLP?Снижение потерь материала на туманообразование достигается прежде всего за счет того, что частички материала, распыленные при низком давлении сжатого воздуха, имеют невысокую скорость и образуют "мягкий" окрасочный факел. Низкая скорость воздуха снижает «отбой» лакокрасочного материала от окрашиваемой поверхности, что также ведёт к уменьшению образования лакокрасочного тумана. Поскольку скорость воздуха, транспортирующего лакокрасочный материал к поверхности, снижается, то уменьшается и турбулентность во внутренних углах и фрезерованных участках. Это означает, что можно более равномерно нанести лакокрасочный материал в этих критических точках. Лакокрасочный туман состоит из микрокапелек, которые высыхают в воздухе и затем оседают на свежеокрашенную поверхность, оставаясь в жидкой лакокрасочной пленке в виде инородных тел. Поэтому уменьшение образования лакокрасочного тумана означает также более гладкую поверхность и покрытие лучшего качества. Это означает и более здоровую атмосферу на рабочем месте. Оборудование также остается более чистым.
Отличие пистолетов LVLP от HVLP
Пистолеты LVLP представляют собой промежуточную модификацию с давлением воздуха на выходе меньшим, чем у обычных пистолетов, но большим, чем у HVLP. Пистолеты серии LVLP становятся все более популярными среди производителей мебели, окон и фасадов. Эти пистолеты в большинстве случаев обеспечивают требуемую производительность и заметно превосходят традиционные пистолеты по эффективности переноса ЛКМ.
Широкий диапазон регулировок обеспечивает универсальность применения и дает возможность использовать эти пистолеты для различных видов работ. Обычная производительность маляра при работе таким пистолетом с верхним бачком выражается величиной 30-50 м2 площади отделываемой поверхности в смену.
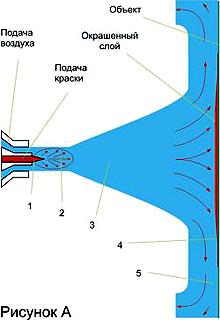
Как происходит покраска при использовании краскопультов HVLP и LVLPНа рисунке А показано как воздушный поток выходя из форсунки образует перед ней зону (на схеме 2) смешивания с лакокрасочным материалом, который поступает из отверстия форсунки под номером 1 на схеме. При смешивании, краска разделяется на мелкие капельки.
Известно, что чем больше давление и поток воздуха, то тем меньше будет размер капелек ЛКМ. На пути к окрашиваемому объекту (на схеме номер 3) размер капелек лакокрасочного материала не меняется. Чем больше размер капелек, тем большей энергией движения они обладают, но при этом сохраняя направление своего движения, даже при изменении направлении воздушного потока у основания окрашиваемой поверхности (на рисунке зона 4).
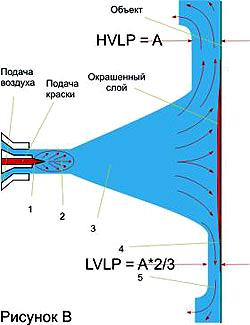
Если размер капелек будет меньше оптимальной, то они будут обладать такой малой энергией движения, что уйдут в вентиляцию вместе с воздухом в виде тумана, превращаясь в переработанный воздух (зона 5). При использовании краскопульта системы LVLP с краской в зоне смешивания 2 (на рисунке В) при нанесении краски образуется тонкокапельная струя с высокой начальной скоростью, которая далее распадется на мелкие капельки. При движении капельки несколько раз распадаются на более мелкие капельки, при этом увеличивается скорость и сохраняется направление движения капелек.
По причине пониженного расхода воздуха уменьшается объем зоны изменения направления воздушного потока (на рисунке зона 4). Поэтому, большее количество капель попадает на поверхность, снижается потеря краски. Возле окрашиваемой поверхности капельки ЛКМ двигаются с очень высокой скоростью, попадая в зону изменения движения потоков воздуха, продолжают двигаться по прямой. В результате чего был достигнут уровень переноса лакокрасочного материала до уровня 75-85%, в системе HVLP(60-70%). На рисунке видно, что толщина зоны 5 в системе LVLP на две трети меньше. Поэтому, уровень перераспыла значительно снижается, что позволяет сократить расходы на краску.
|