|
|
Много, очень много полезной информации о покраске и красках, а
также о технологиях полирования, шлифования и, конечно же, контроль
качества, как лакокрасочных материалов, так и результатов покраски. |
|---|
 МЕНЮ
МЕНЮ
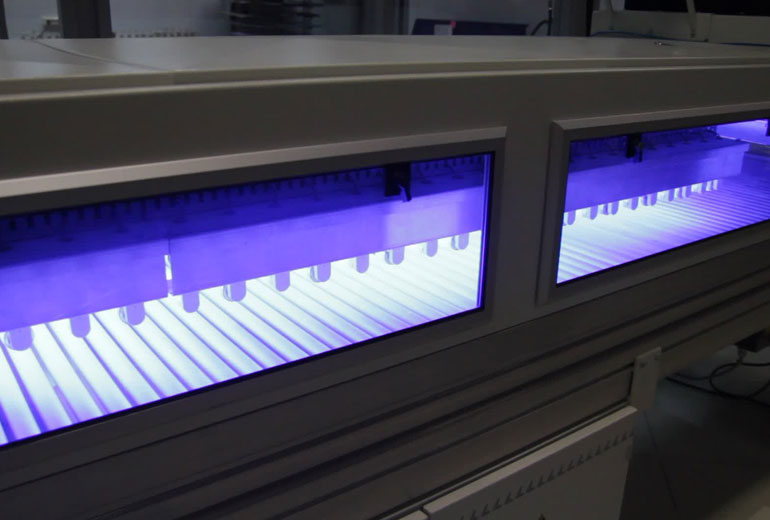
Ультрафиолетовая сушка лакокрасочных материалов
Ультрафиолетовые лампы для сушки лакокрасочных материаловОбычно для генерации УФ излучения в камерах УФ отверждения используются дуговые лампы с потребляемой электрической мощностью 80-240 Вт/см.
Срок службы дуговых ламп ограничен величиной 2000 часов, хотя заметная деградация мощности происходит уже в течение первой тысячи часов.
Для всех выпускаемых УФ ламп нормируется только потребляемая мощность, а мощность, излучаемая в УФ диапазоне точно не нормируется.
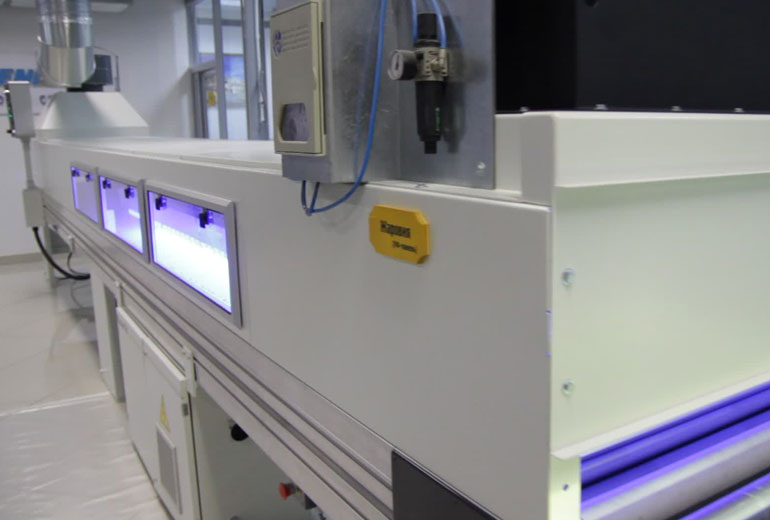
Учитывая, что происходит неизбежная деградация излучения ламп, полезным элементом системы УФ отверждения является конвейерный радиометр. Конвейерный радиометр - относительно недорогой аппарат, фиксирующий мощность излучения каждой лампы, проходя под ней. Оборудование при отделке УФ лакокрасочными материаламиОборудование используемое при отделке УФ материалами достаточно специфичное. Рассмотрим для примера вариант полной технологической цепочки, включающий основные характерные этапы. Этот пример достаточно сложной конвейерной линии с автоматическим нанесением разнообразных слоев. Производительность такой автоматической линии может составлять порядка 10 тысяч м.кв. в смену. Рентабельность такой линии достигается при объёме производства порядка нескольких тысяч м.кв. в день. Линия отделки материалами УФ отверждения деревянных плоских мебельных панелейЭтап 1. После шлифовки наносится морилка (вальцами) слоем около 20 г/м2 и сушится инфракрасным облучением 30 секунд при 60°С. Этап 2. Вальцами наносится акриловый грунт-изолятор слоем 25 г/м. кв., доводится до гелеобразного состояния (неполное отверждение) одной УФ лампой высокой мощности. Этап 3. Сверху мокрый по мокрому наносится вальцами первый слой основного акрилового прозрачного грунта слоем около 30 г/м2. После полного отверждения, поверхности УФ покрытий становятся исключительно пассивными и не обладают адгезией к последующим слоям без шлифовки. На последующем этапе УФ облучения используются 3 мощные ртутные лампы с длинами волн излучения 360 нм. Полное отверждение происходит за время около 20 сек. Этап 4. После шлифовки материалом с зернистостью Р280-320, лаконаливной машиной наносится второй, более толстый слой основного грунта 120 г/м.кв. Лаконалив применен для лучшего растекания, для этого добавили разбавитель. Поэтому далее появился этап камеры обдува, в которой этот слой разравнивается 0.5 минуты небыстрым (0.8-1.2 м/сек) равномерным потоком воздуха комнатной температуры, при этом выходят возможные пузыри воздуха и растворителя. Далее происходит отверждение и шлифовка, как на предыдущем этапе.
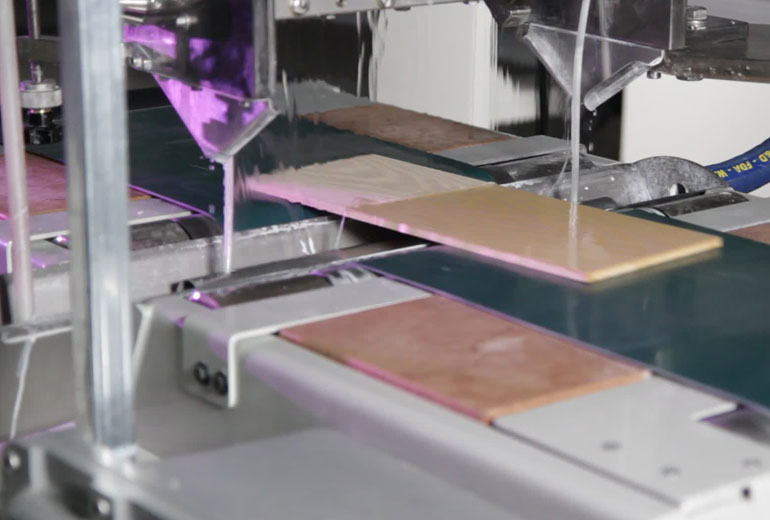
Этап 5. Лаконаливной машиной наносится финишный прозрачный лак слоем 120 г/м.кв. После этапа более тщательного, чем предыдущий (2 мин., 30°С) обдува изделие попадает в УФ туннель, в котором сначала облучается несколькими лампами малой мощности TL3/TL5.
Фото с сайта https://renner.ru/equipment-selection/econoline-machine/ В результате финишное покрытие приобретает желеобразную консистенцию - это стадия промежуточного глубокого отверждения, необходимая для повышения равномерности физических характеристик и гладкости финишного покрытия. На выходе - УФ отверждение несколькими мощными лампами, как описывалось ранее.
|